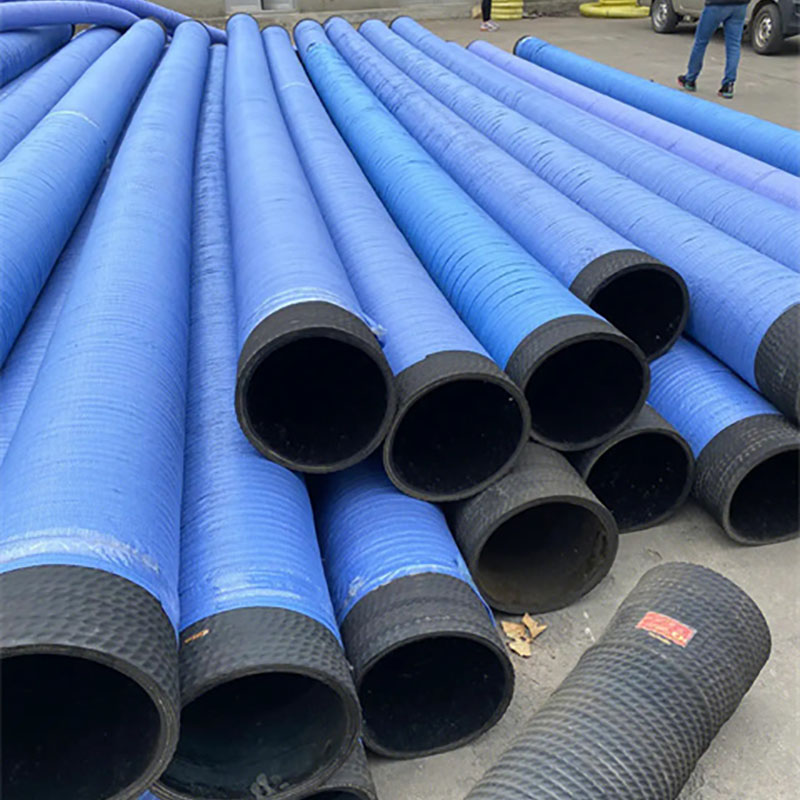
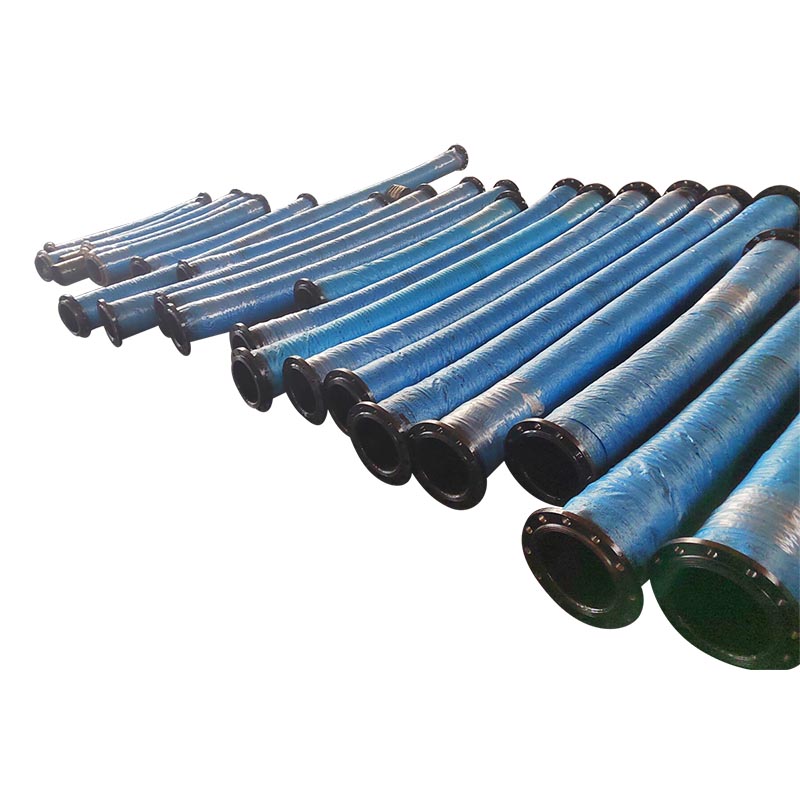
Högtrycksgummislang
Under 2000-talet föreslår China National Offshore Oil Corporations utvecklingsstrategi att fokusera på att utveckla offshore och grunda oljefält. Därför kräver petroleumindustrin användning av grunda oljeledningar förutom borrning och vibrerande rörledningar. Undervattensrörledningar för grunt vatten har producerats inhemskt, men flytande eller halvflytande oljeledningar och djuphavsvattenledningar för olja är fortfarande beroende av import. Med implementeringen av China National Offshore Oil Corporations utvecklingsstrategi kommer kraven på offshore oljeutvinning på rörprestanda att fortsätta att förbättras.
Produktionsprocess
1. Använd en mixer för att blanda det inre skiktet adhesivet, mellanskiktet adhesivet och det yttre skiktet adhesivet enligt formeln; Använd en extruder för att extrudera det inre lagret av oljeröret och linda in det på en mjuk eller hård kärna belagd med ett släppmedel (frysningsmetoden för flytande kväve kan också användas utan rörkärnan).
2. Kalandern pressar det mittersta lagret av lim till tunna ark, tillsätter isoleringsmedel till rullen och skär dem till angiven bredd enligt processkraven.
3. Linda eller väv det inre oljeröret som innehåller rörkärnan på en lindningsmaskin eller vävmaskin med kopparpläterad ståltråd eller kopparpläterad ståltråd. Samtidigt lindar du synkront det mellersta lagret av självhäftande film mellan vartannat lager av kopparpläterad ståltråd eller kopparpläterad ståltråd i lindningsmaskinen eller vävmaskinen och knyt början och slutet av lindningsståletråden (någon tidiga lindningsmaskiner kräver förspänning och formning av den kopparpläterade ståltråden).
4. Linda det yttre lagret av lim på extrudern igen och linda sedan in det med ett vulkaniseringsskyddande lager av bly eller tyg.
5. Svavla genom en vulkaniseringstank eller saltbad.
6. Avlägsna slutligen vulkaniseringsskyddsskiktet, dra ut rörkärnan, tryck på den övre rörfogen och utför provtagning och tryckinspektion.
Kort sagt, tillverkningen av högtrycksoljerör involverar ett brett utbud av utrustning, olika typer av råvaror och komplexa produktionsprocesser. Under de senaste åren kan dock produktionsprocessen för hydrauloljerör huvudsakligen gjorda av plast eller termoplastiska elaster förenklas på lämpligt sätt, men råvarupriset är högt och gummi är fortfarande den huvudsakliga råvaran.
felanalys
1. Fel på det yttre limskiktet:
(1) Sprickor uppstår på ytan av slangen
Den främsta orsaken till uppkomsten av sprickor på slangen är att slangen är böjd i en kall miljö.
(2) Bubblor uppstår på utsidan av slangen
Orsaken till blåsor på slangens yttre yta beror på dålig produktionskvalitet eller felaktig användning under drift.
(3) Slangen är inte trasig men det finns en stor mängd oljeläckage
Ett stort oljeläckage hittades i slangen, men inget brott hittades. Anledningen är att när högtrycksvätskeflödet passerade genom slangen eroderades och repades det inre gummit, tills en stor yta av ståltrådsskiktet läckte ut, vilket resulterade i ett stort oljeläckage.
(4) Slangens yttre limskikt försämras kraftigt, med mikrosprickor på ytan, vilket är ett tecken på naturligt åldrande av slangen. På grund av åldrande och försämring oxiderar det yttre lagret kontinuerligt och täcker dess yta med ett lager av ozon, som tjocknar med tiden. Så länge som slangen är lätt böjd under användning uppstår små sprickor. I detta fall bör slangen bytas ut.
2. Fel på inre limskikt:
(1) Gummiskiktet inuti slangen är hårt och har sprickor: huvudorsaken är att tillsatsen av mjukgörare i gummiprodukter gör slangen flexibel och plastig. Men om slangen överhettas kan det göra att mjukgöraren rinner över.
(2) Gummilagret inuti slangen är kraftigt försämrat och kraftigt svullet: Gummilagret inuti slangen är allvarligt försämrat och kraftigt svullet på grund av inkompatibiliteten mellan gummimaterialet inuti slangen och oljan som används i hydraulsystemet, och slangen försämras på grund av kemisk verkan.
3. Fel som manifesteras i förstärkningsskiktet:
(1) Slangen var sprucken och den flätade ståltråden nära brottet rostades. Efter att ha skalat av det yttre limskiktet för inspektion visade det sig att den flätade ståltråden nära brottet var rostig. Detta beror främst på effekten av fukt eller frätande ämne på detta lager, vilket försvagar slangens hållfasthet och gör att slangen går sönder under högt tryck.
(2) Slangens förstärkningsskikt är inte rostat, men det finns oregelbundna trådbrott i förstärkningsskiktet.
Slangen gick sönder och ingen rost hittades på förstärkningsskiktet efter att det yttre limskiktet skalat av. Oregelbundna trådbrott inträffade dock längs armeringsskiktets längdriktning, främst på grund av den högfrekventa stötkraften på slangen.
4. Fel uppenbarade vid bristningsöppningen:
(1) En eller flera delar av slangen är trasiga, med snygga sprickor och andra delar hålls i gott skick.
Huvudorsaken till detta fenomen är att systemtrycket är för högt, vilket överstiger slangens tryckmotstånd.
(2) Torsion uppstår vid punkten för slangbrott
Anledningen till detta fenomen är att slangen utsätts för överdriven vridning under installation eller användning.
5. Sammanfattningsvis, baserat på ovanstående analys, bör följande försiktighetsåtgärder vidtas vid användning av hydraulslangar i framtiden:
(1) Slangarrangemanget bör undvika värmekällor så mycket som möjligt och vara borta från motorns avgasrör. Vid behov kan anordningar som hylsor eller skyddsskärmar användas för att förhindra att slangen försämras på grund av värme.
(2) I områden där slangar måste korsa eller kan gnida mot mekaniska ytor under drift, bör skyddsanordningar som slangklämmor eller fjädrar användas för att förhindra skador på det yttre skiktet av slangen.
(3) När slangen måste böjas bör böjradien inte vara för liten och bör vara större än 9 gånger ytterdiametern. Det ska finnas en rak sektion större än två gånger rörets ytterdiameter vid anslutningen mellan gummislangen och skarven.
(4) Vid montering av slangen bör den undvikas att vara i tätt tillstånd. Även om det inte finns någon relativ rörelse mellan de två ändarna av slangen, bör den hållas lös. Den spända slangen kommer att expandera under tryck och minska dess styrka.
(5) Vrid inte slangarna under installationen. En lätt vridning av slangen kan minska dess styrka och lossa skarven. Vid montering ska skarven dras åt på slangen istället för skarven.
(6) Om slangen är installerad på nyckelkomponenter, rekommenderas det att utföra regelbundna inspektioner eller byten.
Högtrycksslang används huvudsakligen för gruvhydrauliskt stöd och oljefältsexploatering, och är lämplig för transport av petroleumbaserade (såsom mineralolja, löslig olja, hydraulolja, eldningsolja, smörjolja) vätskor, vattenbaserade vätskor (såsom emulsion, olja-vatten Emulsion, vatten) Gas- och vätsketransmission.